
Khối thân máy (engine block) là nền tảng chịu lực chính của động cơ, tích hợp cụm xi lanh, áo nước làm mát, đường dầu bôi trơn và ổ đỡ trục khuỷu. Cấu trúc gân tăng cứng, lựa chọn vật liệu (gang xám/graphite cầu, hợp kim nhôm) và công nghệ đúc–gia công quyết định độ bền mỏi, độ cứng vững và khả năng tản nhiệt. Bài viết giới thiệu bố cục kết cấu, đường dầu–nước, tiêu chuẩn kích thước/độ côn–ôvan, cũng như phương pháp kiểm tra nứt, rỗ và biến dạng để bảo đảm hiệu suất và tuổi thọ động cơ
1. Thiết kế khối thân máy
Trong công nghệ đúc kim loại ở xưởng đúc, có nhiều loại vật liệu và kỹ thuật được áp dụng để chế tạo thân máy động cơ bằng gang hoặc nhôm.
Các phương pháp phổ biến nhất gồm: đúc khuôn cát xanh (green sand casting), đúc khuôn vỏ mỏng (shell molding) và đúc xốp cháy (lost foam casting).
Trong cả ba phương pháp, kim loại nóng chảy được rót vào khuôn. Thân máy có thể được đúc từ gang xám (gray iron), hoặc hợp kim với các nguyên tố khác như nicken hoặc crôm.
Để giảm khối lượng, nhiều thân máy được chế tạo từ nhôm đúc (cast aluminum). Việc lựa chọn vật liệu phụ thuộc vào nhiều yếu tố như: mục đích sử dụng của động cơ, điều kiện làm việc (môi trường vận hành), và chi phí.
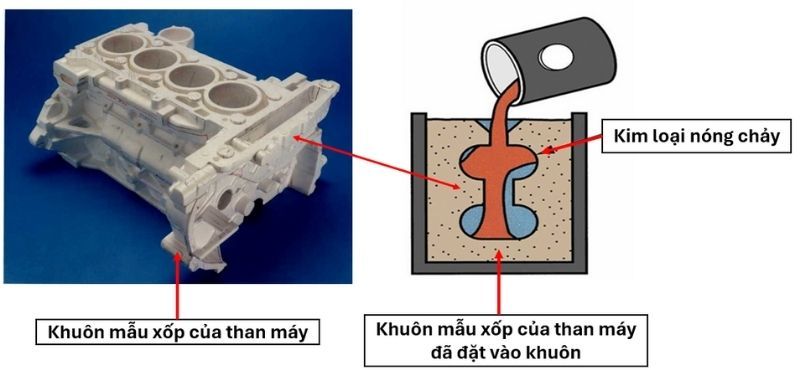
Quy trình đúc bắt đầu bằng việc chế tạo mẫu xốp (foam pattern) của thân máy. Tùy theo loại động cơ khác nhau, người ta sử dụng các mẫu xốp khác nhau, ví dụ: V8, V6 hoặc I4 (4 xi lanh thẳng hàng).
Mẫu xốp này được thiết kế sẵn khoang làm mát (water jackets) và lòng xi lanh. Sau đó, mẫu xốp được đặt vào trong khuôn và nén chặt bằng cát đúc, cát sẽ lấp đầy khoảng trống và cố định mẫu xốp.
Mẫu xốp có hai ống dẫn (risers) đóng vai trò là cửa vào và cửa thoát cho dòng kim loại nóng chảy khi rót vào khuôn. Quá trình này không dùng áp lực, gọi là đúc rót tự do (gravity pouring). Khi rót, kim loại nóng chảy sẽ thiêu hủy (đốt cháy) toàn bộ mẫu xốp, để lại khoảng trống được lấp đầy bằng kim loại.
Sau khi kim loại nguội, phần lõi cát (core sand) được lấy ra qua các lỗ ở hai đầu thân máy. Kết quả là bên trong thân máy có các khoang rỗng tạo thành áo nước làm mát và đường dẫn dầu bôi trơn.
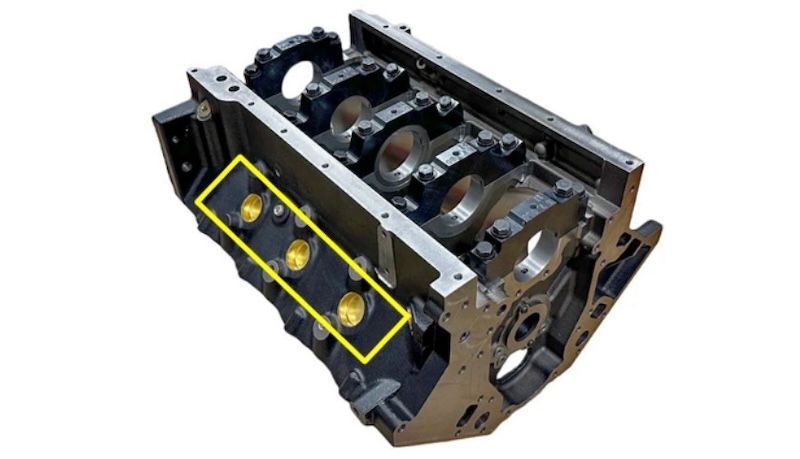
Sau khi đúc xong khối thân máy các đường dầu bôi trơn cũng như các đường nước làm mát sẽ được khoan từ bên ngoài, sau khi khoan xong các lỗ dầu cũng như nước làm mát thì lúc này trên thân động cơ, cũng các lỗ đo dùng để lấy cát và cũng như các mạc kim loại trong quá trình khoan ra ngoài, sau khi hoàn thành các lỗ sẽ được bịt lại bằng core plugs (nút lõi hay còn gọi là đồng tiền), còn được gọi là Welch plugs hoặc soft plugs.
Các nút này là những đĩa hoặc cốc tròn, dùng để bít kín các lỗ được tạo ra trong quá trình đúc nhằm. Trong nhiều năm, người ta cũng gọi chúng là freeze plugs (nút chống đông), tuy nhiên cách gọi này không chính xác. Thân máy động cơ không được thiết kế để chịu sự giãn nở khi nước làm mát bị đóng băng trong các khoang làm mát. Nước sẽ nở thể tích khoảng 10% khi đóng băng.
Nếu nhiệt độ môi trường xuống dưới 0°C, áp suất do băng giãn nở có thể làm nứt vỡ thân máy, ngay cả khi các core plug bật ra ngoài.
2. Thân máy chất liệu gang xám
Gang chứa khoảng 3% carbon (than chì), làm cho nó có màu xám đối với thân máy loại gang xám thường được sử dụng cho các động cơ diesel, do chúng có độ cứng vững hơn thân máy bằng nhôm khó biến dạng khi chịu nhiệt độ cao do động cơ diesel có áp suất và nhiệt độ rất cao, ổn định nhiệt độ tốt thuận lợi cho các xe ở những vùng có khí hậu lạnh, độ ổn định nhiệt giúp động cơ lâu nguội và dể đề nổ máy hơn ở nhưng nơi có khí hậu lạnh.
Thép là sắt với phần lớn carbon được loại bỏ. Carbon trong gang làm cho nó cứng nhưng giòn. Gang được sử dụng để làm khối động cơ và đầu xi lanh vì những lý do sau.
- Carbon trong gang cho phép gia công dễ dàng, thường không có chất làm mát.
- Than chì trong gang cũng có đặc tính bôi trơn.
- Gang mạnh so với trọng lượng của nó và thường có từ tính.
Gang lỏng được đổ vào khuôn làm từ cát hoặc xốp. Tất cả các bộ phận động cơ khác được gắn trên hoặc trong khối. Vật đúc lớn này hỗ trợ trục khuỷu và trục cam (trên động cơ OHV) và giữ tất cả các bộ phận thẳng hàng do gang khó bị biến dạng khi gặp nhiệt độ cao.
Công nghệ đúc cát khối xi lanh gang tiếp tục được cải tiến. Xu hướng là tạo ra các khối có lõi lớn hơn, sử dụng ít mảnh riêng lẻ hơn.
Một cách để giữ trọng lượng động cơ càng thấp càng tốt là làm khối có độ dày thành tối thiểu. Gang được sử dụng với kỹ thuật đúc thành mỏng có hàm lượng niken cao hơn và cứng hơn so với gang được sử dụng trước đây.
Các nhà thiết kế động cơ đã sử dụng các kỹ thuật đúc để làm cho động cơ nhẹ bằng cách làm cho các vách ngăn bằng gang chỉ nặng khi cần thiết để hỗ trợ tải trọng cần thiết của chúng.
3. Thân máy chất liệu nhôm
Nhôm được sử dụng cho một số khối xi lanh và không từ tính và nhẹ. Xốp thường được sử dụng làm lõi khi đúc khối nhôm. Xốp bốc hơi ngay khi nhôm nóng chảy tiếp xúc với bọt, để lại một khoang nơi nhôm chảy.
Động cơ khối nhôm thường yêu cầu thành xi lanh phải là gang để mài mòn và tuổi thọ thích hợp. Khối nhôm có thể có một trong một số loại tường xi lanh khác nhau.
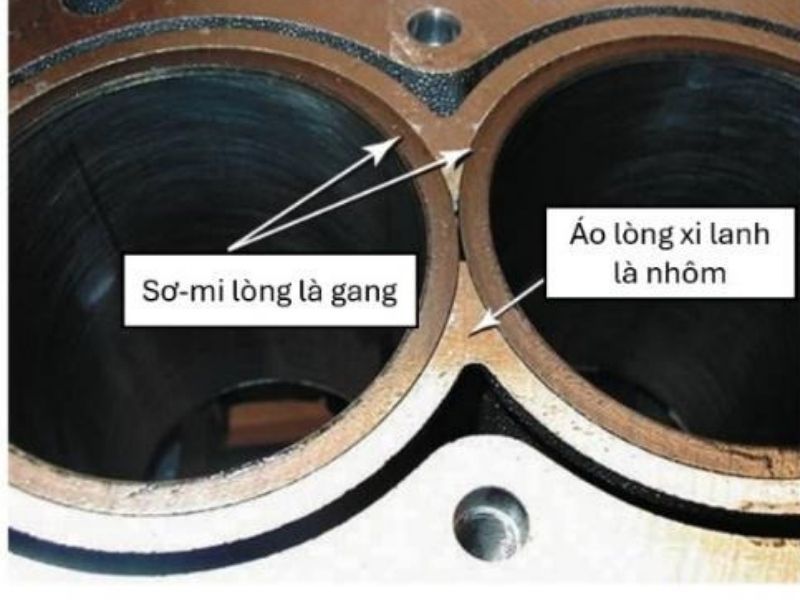
Hầu hết các khối nhôm đúc đều có ống bọc xi lanh bằng gang (sơ-mi lòng) như Saturn, Northstar và Ford mô-đun V-8 và V-6. Các ống xi lanh bằng gang được đúc vào khối nhôm trong quá trình sản xuất hoặc ép vào khối nhôm. Các ống xi lanh này không tiếp xúc với các đường làm mát và được gọi là ống lót xi lanh khô.
4. Thân máy chất liệu hợp kim nhôm đúc
Một thiết kế khối nhôm khác là loại nhôm đúc từ hợp kim silicon-nhôm không có lớp lót xi lanh. Pít-tông có lớp phủ kẽm-đồng-sắt cứng được sử dụng trong các lỗ nhôm này (trong một số động cơ Porsche).
Một số động cơ có khối nhôm đúc với ống bọc xi lanh bằng gang có thể thay thế. Các áo xi lanh được bịt kín ở sàn khối và ở đế của chúng. Chất làm mát chảy xung quanh ống lót xi lanh, vì vậy loại ống lót này được gọi là ống bọc xi lanh ướt (trong động cơ Cadillac 4.1, 4.5 và 4.9 lít V-8)
5. Đường dẫn chất làm mát trong xi lanh
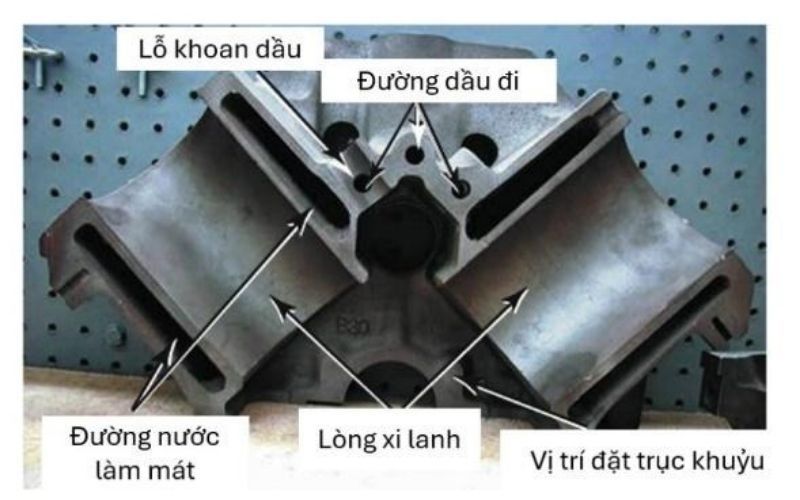
Các xi lanh được bao quanh bởi các lối đi làm mát. Các đường làm mát xung quanh xi lanh này thường được gọi là áo làm mát. Trong hầu hết các thiết kế xi lanh, các đường dẫn làm mát kéo dài gần đến đáy xi lanh. Trong một số khối động cơ nơi khối kết thúc ở đường tâm của trục khuỷu, các đường làm mát được giới hạn ở phần trên của xi lanh.
6. Đường đi của dầu
Một khối động cơ có nhiều lỗ dầu mang dầu bôi trơn đến các vị trí cần thiết. Trong quá trình sản xuất, tất cả các lỗ dầu, được gọi là đường dầu đi, được khoan từ bên ngoài khối. Khi cần một lối đi cong, các lỗ khoan thẳng giao nhau được sử dụng.
Trong một số động cơ, mặt bích (đòng tiền) được đặt trong các lỗ dầu để hướng dầu đến một điểm khác trước khi nó quay trở lại lỗ ban đầu, ở phía đối diện của mặt bích. Sau khi khoan các lỗ dầu, các đầu hở không cần thiết có thể được đóng lại bằng mặt bích.
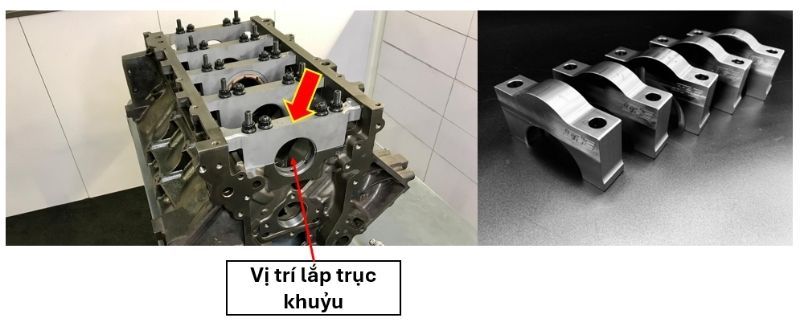
7. Nắp chặn cốt máy (ba dê cốt máy)
Các nắp ổ trục chính được đúc hoặc sản xuất từ vật liệu thiêu kết hoặc phôi, tách biệt với khối.
Chúng được gia công và sau đó lắp đặt trên khối để thực hiện hoạt động hoàn thiện lỗ khoan bu-long và lỗ khoán đường dầu cuối cùng.
Giữ cố định trục khuỷu:
Nắp chặn cùng với bạc trục chính giữ chặt trục khuỷu vào thân máy, giúp trục quay ổn định đúng vị trí.
Chịu và truyền tải trọng:
Chịu toàn bộ lực từ thanh truyền và pít-tông truyền xuống trục khuỷu, sau đó truyền lực xuống thân máy.
Giữ khe hở bôi trơn:
Giúp duy trì khe hở chính xác giữa bạc trục và trục khuỷu, đảm bảo màng dầu bôi trơn hình thành đúng cách.
Chặn dịch chuyển dọc trục khuỷu (nếu có tích hợp gờ chặn/thrust bearing):
Ngăn trục khuỷu di chuyển dọc theo chiều trục khi chịu lực dọc (ví dụ khi cắt côn – ly hợp)
Với nắp chặn trục khuỷu được lắp đặt, các vị trí ổ trục khuỷu phải được gia công theo kích thước và căn chỉnh chính xác. Trên một số động cơ, các lỗ khoan này được mài giũa để hoàn thiện rất tốt và kích thước chính xác.
Nắp chặn trục khuỷu không thể hoán đổi cho nhau hoặc đảo ngược, vì chúng được hoàn thiện riêng tại chỗ, và khi xe hoạt động nó sẽ có độ mòn chi tiết khác nhau, đây cũng là lưu ý lớn nhất.
Nắp chặn trục khuỷu có thể có các số thứ tự đúc trên nắp chặn để cho biết vị trí của chúng trên khối. Nếu không, chúng nên được đánh dấu bằng số và mũi tên chỉ về phía trước động cơ. Động cơ sản xuất tiêu chuẩn thường sử dụng hai bu lông để giữ nắp ổ trục chính tại chỗ.
Đối với động cơ hạng nặng và hiệu suất cao thường sử dụng bu-lông hỗ trợ ổ trục chính bổ sung. Nắp chính bốn bu lông và thậm chí sáu bu lông có thể có thiết kế bắt vít chéo trong khối váy xi lanh sâu hoặc thiết kế song song trong khối váy xi lanh nông.
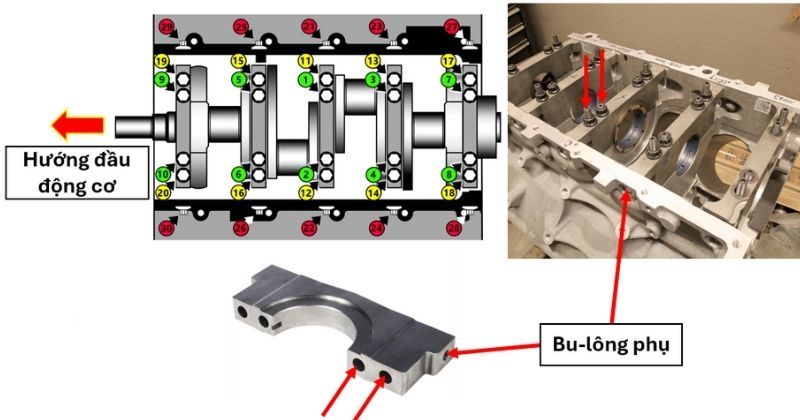
Lực giãn nở do nhiệt độ buồng đốt sẽ có quán tính đẩy đầu xi lanh ra khỏi đỉnh thân máy và trục khuỷu ra khỏi đáy khối. Động cơ được giữ cùng với các bu-lông đầu xi lanh và bu-lông nắp chặn trục khuỷu. Các bu-lông phụ trên nắp chặn giúp đỡ trục khuỷu khi có áp suất đốt cháy và tải trọng cơ học cao, đặc biệt là khi vận hành tốc độ động cơ cao. Một số động cơ tăng cường sức mạnh của nắp chặn bốn bu lông bằng cách sử dụng bu lông chéo thông qua bu lông ở hai bên của nắp chặn (gọi là bu-lông phụ).
Đặc biệt là khi vận hành tốc độ động cơ cao. Nhiều động cơ sử dụng một vành đai liên kế buộc tất cả các nắp chặn với nhau để tăng thêm sức mạnh cho phần dưới của khối thân máy.
8. Căng chỉnh lỗ khoan ổ trục chính (ổ giữ cốt máy)
Để nói về ổ trục chính của trục khuỷu thẳng hàng. Nếu các lỗ khoan ổ trục chính trong khối không thẳng hàng, trục khuỷu sẽ bị cong khi quay, gây ra mài mòn các chi tiết cơ khí. Tình trạng này làm tăng ma sát quay của trục khuỷu và sẽ dẫn đến hỏng ổ trục sớm hoặc trục khuỷu bị gãy.
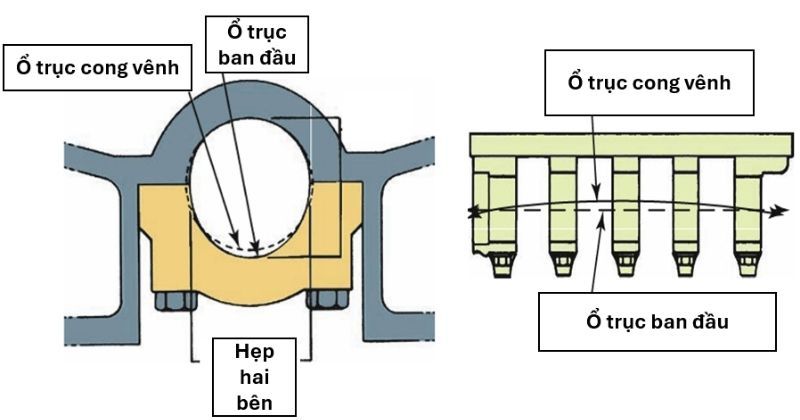
Ứng suất ban đầu trong quá trình đúc khối được giảm dần khi khối được sử dụng. Một số cong vênh nhẹ có thể xảy ra khi căng chỉnh được giảm bớt. Ngoài ra, việc đập liên tục do quá trình đốt cháy thường sẽ gây ra một số giãn ở các nắp chặn.
Các lỗ ổ trục chính dần cong lên trên và kéo dài theo phương thẳng đứng. Điều này có nghĩa là lỗ khoan trở nên nhỏ hơn ở đường tâm khi khối bị biến dạng, hẹp lỗ khoan vào trong ở hai bên.
Các lỗ chịu lực chính của khối cong vênh thường uốn cong thành hình cong. Độ méo lớn nhất là ở các lỗ khoan trung tâm.
9. Lòng xi-lanh
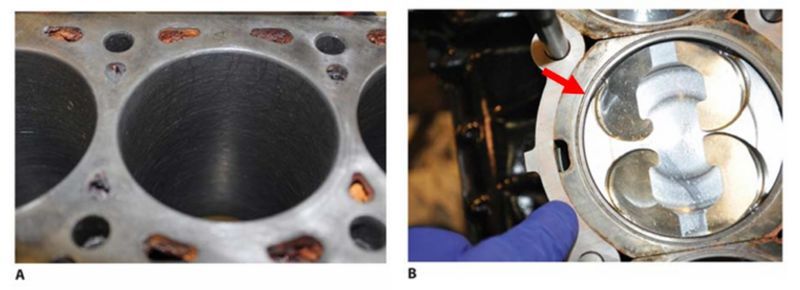
Xi lanh là những lỗ lớn trong khối nơi mà các pít-tông di chuyển lên xuống. Xi lanh có thể được gia công trực tiếp vào khối thân máy. Đây là trường hợp với hầu hết các khối gang (nhược điểm lớn nhất là không thể tháo rời và thay thế chúng).
Chúng cũng có thể được làm từ một ống thép hoặc gang riêng biệt trong trường hợp của một số khối nhôm (ưu điểm lớn nhất là loại này có thể tháo rời lòng xi-lanh và thay thế nếu chúng có dấu hiệu bị mòn). Trong trường hợp khối gang, gang cung cấp một bề mặt chịu mài mòn tương đối cứng cho các pít-tông và vòng pít-tông (bạc xéc-măng).
Trong các khối làm từ vật liệu mềm hơn, chẳng hạn như nhôm, các một ống xi lanh được sử dụng để cung cấp một bề mặt bền bĩ mà các pít-tông và các bạc xéc-măng có thể di chuyển một cách êm dịu hơn.
Các vật liệu cứng hơn có thể chịu đựng tốt hơn các lực cọ xát liên tục của pít-tông và các bạc xéc-măng, đặc biệt là dưới nhiệt độ cực đoan. Hầu hết các khối động cơ bằng nhôm đều sử dụng các ống xi lanh bằng gang được lắp vào khối động cơ.
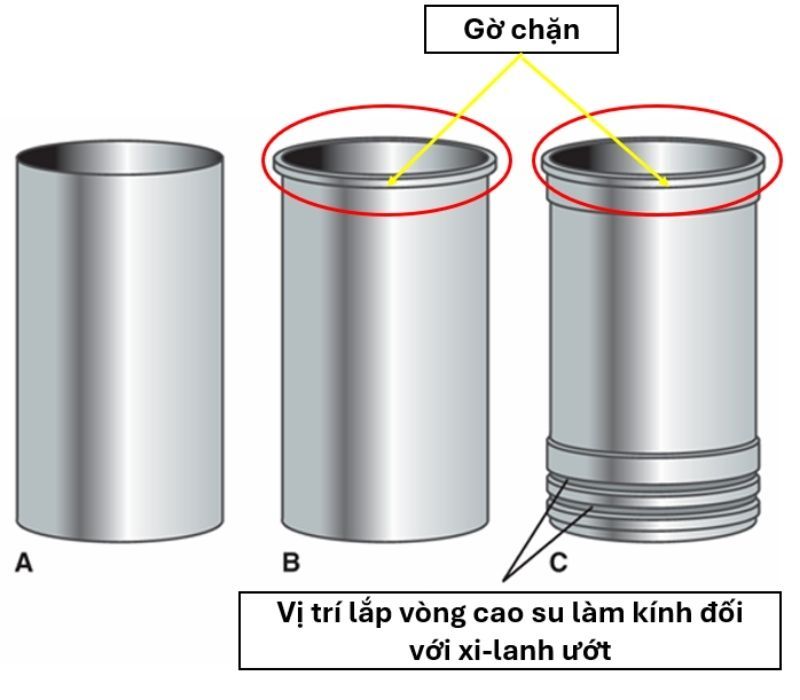
Các ống này có các rãnh bên ngoài tạo thành các gờ. Những gờ này giữ cho xi lanh gắn chặt vào khối động cơ và ngăn ngừa việc xi lanh bị dịch chuyển trong quá trình vận hành của động cơ (quán tính lên xuống của pít-tông). Chúng cũng tăng cường diện tích bề mặt của ống. Điều này giúp truyền nhiệt từ ống xi lanh ra khỏi khối động cơ và cuối cùng là ra khỏi bìa nước một cách dể hơn.
Việc di chuyển nhiệt thừa từ quá trình đốt cháy ra khỏi khối động cơ là rất quan trọng để ngăn ngừa hư hỏng do quá nhiệt, chẳng hạn như pít-tông bị kẹt vào thành xi lanh.
Có ba loại ống xi lanh chính: ống khô, ống khô có mép và ống ướt (như hình trên).
Ống khô được gọi như vậy vì nó không tiếp xúc trực tiếp với nước làm mát. Các ống khô được giữ cố định bằng cách áp lực với thành xi lanh. Một kết nối chặc chẻ giữa hai phần sẽ được kích hoạt bởi ma sát sau khi hai phần được ấn lại với nhau.
Trong loại này, một phần hơi gây cản trở không gian mà phần còn lại diện tích nhỏ. Một ống hơi quá kích thước được ấn vào một lỗ hơi nhỏ hơn kích thước. Khi được ấn vào khối động cơ, ống xi lanh có sự tiếp xúc hoàn toàn với bề mặt của xi lanh động cơ. Đỉnh của xi lanh ngang bằng với đỉnh khối động cơ và có thể khó nhìn thấy. Khi đã ở vị trí, các ống khô trở thành một phần vĩnh viễn của khối xi lanh.
Giống như một ống áo khô, một ống áo có lỗ khô không tiếp xúc trực tiếp với vỏ nước. Tuy nhiên, nó khác với ống áo xi lanh khô truyền thống ở cách lắp đặt. Ống khô không được giữ chặt bởi một khớp chèn. Lớp lót ở trên cùng của xi lanh được sử dụng để khóa ống vào khối động cơ. Lớp lót vừa khớp với một khu vực tương ứng ở trên cùng của khối xi lanh động cơ. Đầu xi lanh sau đó sẽ kẹp chặt lớp lót ở vị trí đó để nó không thể di chuyển.
Tuy nhiên, loại ống này phải dày hơn ống xi lanh khô bình thường vì nó không phải là khớp chèn. Trong một ống ướt, bề mặt bên ngoài tiếp xúc trực tiếp với chất lỏng làm mát trong áo nước bao quanh xi lanh. Nó được gọi là ống ướt vì chất lỏng làm mát từ hệ thống làm mát lưu thông qua bề mặt bên ngoài của ống xi lanh.
Thiết kế này giúp tăng tốc độ truyền nhiệt giữa ống lót xi lanh ướt và chất lỏng làm mát. Ống ướt được niêm phong ở trên và dưới để ngăn ngừa rò rỉ chất làm mát. Đối với loại này chúng được thiết kế cách rảnh để lắp các vòng cao su làm kính ở thân ngoài ống xi lanh, giúp làm kính do loại này tiếp xúc trực tiết với nước làm mát.
Ống lót xi-lanh (sơ-mi lòng)
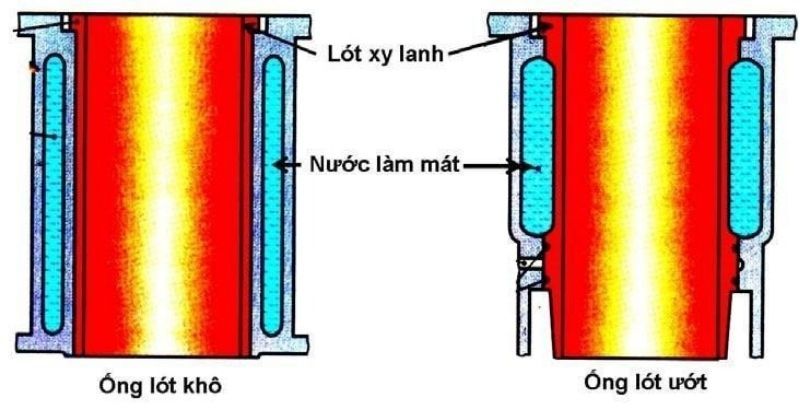
Động cơ xăng, xi lanh thường được chế tạo liền với thân máy. Ở động cơ Diesel thường dùng ống lót xi lanh .Ống lót xi lanh được chế tạo bằng thép cứng và được ép vào thân máy. Có hai loại ống lót xi lanh , đó là ống lót ướt và ống lót khô.
Ống lót khô không trực tiếp tiếp xúc với nước làm mát. Nó được ép chặt vào xi lanh .
Ống lót ướt được lắp tiếp xúc với nước làm mát. Loại này phải làm kín tốt để ngăn ngừa nước làm mát rò rỉ xuống hộp trục khuỷu. Ống lót ướt rất dễ dàng sửa chữa thay thế.
Ưu điểm của ống ướt là khối lượng thấp hơn, giảm yêu cầu không gian và chất lỏng làm mát được làm nóng nhanh hơn, giúp giảm mức tiêu thụ nhiên liệu khởi động và cung cấp sưởi ấm cho động cơ xe sớm hơn.
Các khối xi-lanh lót khô sử dụng vật liệu của khối hoặc một lớp lót rời được chèn vào khối. Ống bọc ngoài bổ sung được chèn vào bên trong, vẫn còn “khô” ở bên ngoài, được bao quanh bởi vật liệu của khối.
Đối với thiết kế lớp lót ướt hoặc khô, lớp lót (hoặc ống bọc ngoài) có thể được thay thế, có khả năng cho phép đại tu hoặc xây dựng lại mà không cần thay thế khối, mặc dù đây thường không phải là một lựa chọn sửa chữa có tính thực tế.
Hy vọng với những chia sẻ trên của VATC, bạn đã hiểu thêm về chủ đề kết cấu khối thân máy. Mong rằng bạn đã có thêm một kiến thức kỹ thuật thú vị trong ngày.
Nếu bạn có đang đam mê hoặc muốn tìm hiểu về các khóa học trong ngành ô tô thì liên hệ ngay với trung tâm VATC theo thông tin dưới đây để được tư vấn chi tiết nhất nhé!
Trung Tâm Huấn Luyện Kỹ Thuật Ô Tô Việt Nam – VATC
- Địa chỉ: Số 4-6, Đường số 4, Phường Hiệp Bình Phước, Thành Phố Thủ Đức, Thành phố Hồ Chí Minh
- Điện thoại: 0945711717
- Email: info@oto.edu.vn
Xem thêm:


