
Việc hiểu rõ kết cấu thân động cơ đốt trong không chỉ giúp kỹ thuật viên nâng cao tay nghề sửa chữa mà còn giúp người sử dụng xe có cái nhìn đúng đắn hơn về cách động cơ hoạt động và nguyên nhân gây ra các sự cố thường gặp. Bài viết này sẽ cung cấp cho bạn cái nhìn tổng quan, dễ hiểu nhưng đầy đủ về kết cấu cũng như chức năng của từng bộ phận trong động cơ đốt trong.
1. Thân máy và cơ cấu phát lực (cylinder block)
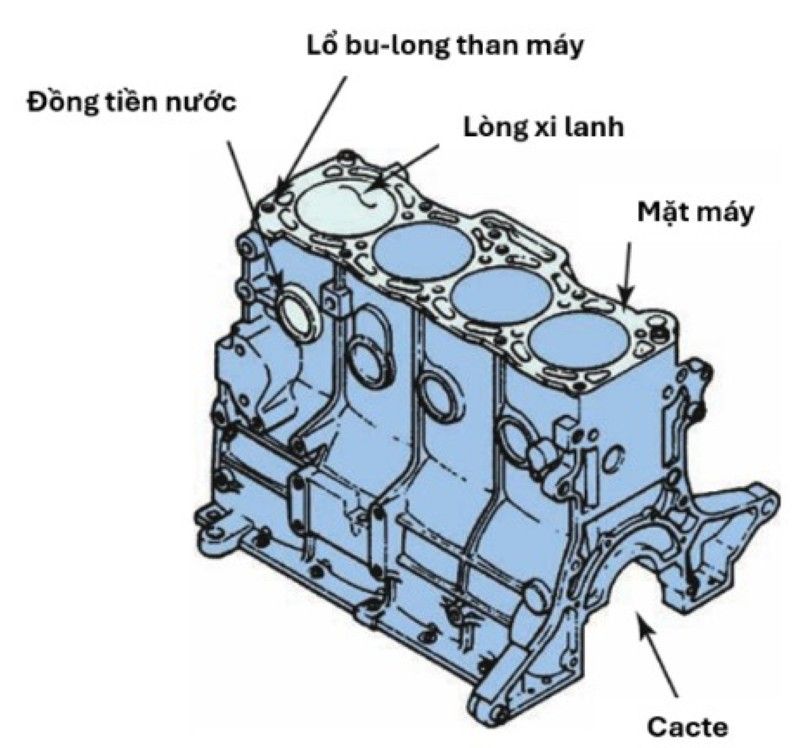
Thân động cơ, hay còn gọi là thân máylà cấu trúc chứa cácxi-lanh và các bộ phận khác củađộng cơ đốt trong. Các khối động cơ hiện đại thường có trục khuỷu được tích hợp với khối xi-lanh như một bộ phận duy nhất. Thân máy cũng thường bao gồm ngăn chứa nước làm mát và đường dầu chính trong hệ thống bôi trơn.
Các thiết kế động cơ dựa trên số lượng piston và cách sắp xếp piston – chẳng hạn như nội tuyến, loại V hoặc đối diện theo chiều ngang – chỉ là khởi đầu của sự phát triển thiết kế động cơ.
Một số động cơ được sản xuất bằng khối xi lanh sắt và một số được làm bằng nhôm. Khối sắt chắc chắn và giá thành thấp hơn nhưng khối nhôm có trọng lượng nhẹ hơn nhiều và tản nhiệt tốt hơn. Trong động cơ có thiết kế cam trên cao duy nhất, các thùy cam mở và đóng xupap nạp và xupap xả nằm trên cùng một trục cam.
Hầu hết các động cơ Toyota sử dụng thiết kế cam kép trên cao cung cấp trục cam riêng lẻ cho xupap nạp và xupap xả. Đây chỉ là một vài trong số những khác biệt đáng kể hơn trong thiết kế khối xi lanh.
Thuật ngữ “thân xi-lanh” (cylinder block) thường được sử dụng thay thế cho thân máy, mặc dù về mặt kỹ thuật, khối của động cơ hiện đại (nghĩa là nhiều xi-lanh trong một thành phần) sẽ được phân loại là một khối.
Khối động cơ, là cấu trúc hỗ trợ cho toàn bộ động cơ, được làm từ một trong những thứ sau:
- Gang xám.
- Nhôm đúc.
- Hợp kim nhôm đúc.
2. Cấu tạo thân máy
2.1 Thân máy
Thân máy chất liệu gang xám
Gang chứa khoảng 3% carbon (than chì), làm cho nó có màu xám. Thép là sắt với phần lớn carbon được loại bỏ. Carbon trong gang làm cho nó cứng nhưng giòn. Gang được sử dụng để làm khối động cơ và đầu xi lanh vì những lý do sau.
- Carbon trong gang cho phép gia công dễ dàng, thường không có chất làm mát.
- Than chì trong gang cũng có đặc tính bôi trơn.
- Gang mạnh so với trọng lượng của nó và thường có từ tính.
Gang lỏng được đổ vào khuôn làm từ cát hoặc xốp. Tất cả các bộ phận động cơ khác được gắn trên hoặc trong khối. Vật đúc lớn này hỗ trợ trục khuỷu và trục cam (trên động cơ OHV) và giữ tất cả các bộ phận thẳng hàng. Các khối mới hơn sử dụng các bức tường gang mỏng hơn để giảm trọng lượng.
Các khối thường có thiết kế monoblock, có nghĩa là xi lanh, áo nước, giá đỡ chân máy và các đường dẫn dầu, đường dẫn nước làm mát được đúc như một cấu trúc để tăng sức mạnh và độ yên tĩnh. Các lỗ có đường kính lớn trong đúc khối tạo thành các xi lanh để dẫn hướng các piston. Các lỗ xi lanh được gọi là lỗ khoan vì chúng được chế tạo bằng một quy trình gia công được gọi là doa.
Công nghệ đúc cát khối xi lanh gang tiếp tục được cải tiến. Xu hướng là tạo ra các khối có lõi lớn hơn, sử dụng ít mảnh riêng lẻ hơn. Lõi cát dầu là các dạng tạo hình các lỗ và lối đi bên trong khối động cơ.
Trước khi đúc, các lõi được hỗ trợ trong hộp lõi. Hộp lõi cũng có một lớp lót để tạo hình bên ngoài khối. Gang hợp kim đặc biệt được đổ vào hộp. Nó chảy giữa lõi và lớp lót hộp lõi. Khi gang nguội đi, lõi bị vỡ. Khi gang đã cứng lại, nó được lấy ra khỏi hộp lõi, và các mảnh lõi cát được loại bỏ qua các lỗ trong khối bằng cách lắc mạnh vật đúc.
Các lỗ này trong khối được cắm bằng phích cắm lõi. Phích cắm lõi còn được gọi là phích cắm đóng băng hoặc phích cắm sương giá. Mặc dù cái tên dường như có nghĩa là các phích cắm sẽ được đẩy ra ngoài nếu chất làm mát vào
Một cách để giữ trọng lượng động cơ càng thấp càng tốt là làm khối có độ dày thành tối thiểu. Gang được sử dụng với kỹ thuật đúc thành mỏng có hàm lượng niken cao hơn và cứng hơn so với gang được sử dụng trước đây. Các nhà thiết kế động cơ đã sử dụng các kỹ thuật đúc để làm cho động cơ nhẹ bằng cách làm cho các bức tường và vách ngăn bằng gang chỉ nặng khi cần thiết để hỗ trợ tải trọng cần thiết của chúng.
Thân máy chất liệu nhôm
Nhôm được sử dụng cho một số khối xi lanh và không từ tính và nhẹ. Xốp thường được sử dụng làm lõi khi đúc khối nhôm. Xốp bốc hơi ngay khi nhôm nóng chảy tiếp xúc với bọt, để lại một khoang nơi nhôm chảy.
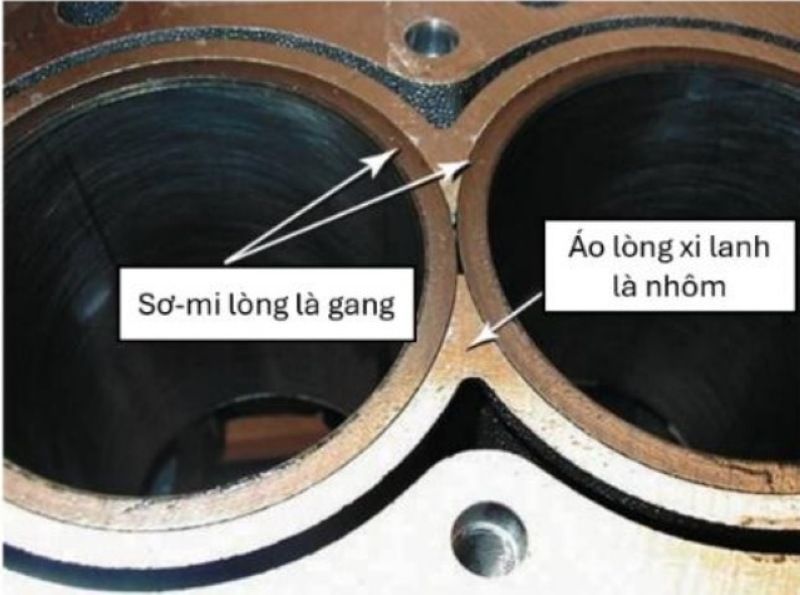
Động cơ khối nhôm thường yêu cầu thành xi lanh phải là gang để mài mòn và tuổi thọ thích hợp. Khối nhôm có thể có một trong một số loại tường xi lanh khác nhau.
Hầu hết các khối nhôm đúc đều có ống bọc xi lanh bằng gang (sơ-mi lòng) như Saturn, Northstar và Ford mô-đun V-8 và V-6. Các ống bọc xi lanh bằng gang được đúc vào khối nhôm trong quá trình sản xuất hoặc ép vào khối nhôm. Các ống bọc này không tiếp xúc với các đường làm mát và được gọi là ống bọc xi lanh khô.
Thân máy chất liệu hợp kim nhôm đúc
Một thiết kế khối nhôm khác có khối đúc từ hợp kim silicon-nhôm không có lớp lót xi lanh. Pít-tông có lớp phủ kẽm-đồng-sắt cứng được sử dụng trong các lỗ nhôm này (trong một số động cơ Porsche).
Một số động cơ có khối nhôm đúc với ống bọc xi lanh bằng gang có thể thay thế. Các áo long xi lanh được bịt kín ở sàn khối và ở đế của chúng. Chất làm mát chảy xung quanh ống bọc xi lanh, vì vậy loại ống bọc này được gọi là ống bọc xi lanh ướt (trong động cơ Cadillac 4.1, 4.5 và 4.9 lít V-8).
Đục số than máy

Bất cứ khi nào một bộ phận động cơ như khối được đúc, một số sẽ được đưa vào khuôn để xác định đúc. Những con số đúc này có thể được sử dụng để kiểm tra kích thước, chẳng hạn như dịch chuyển inch khối và các thông tin khác, chẳng hạn như năm sản xuất. Đôi khi các thay đổi được thực hiện đối với khuôn, nhưng số lượng đúc không thay đổi. Thông thường, số đúc là thông tin nhận dạng tốt nhất mà kỹ thuật viên dịch vụ có thể sử dụng.
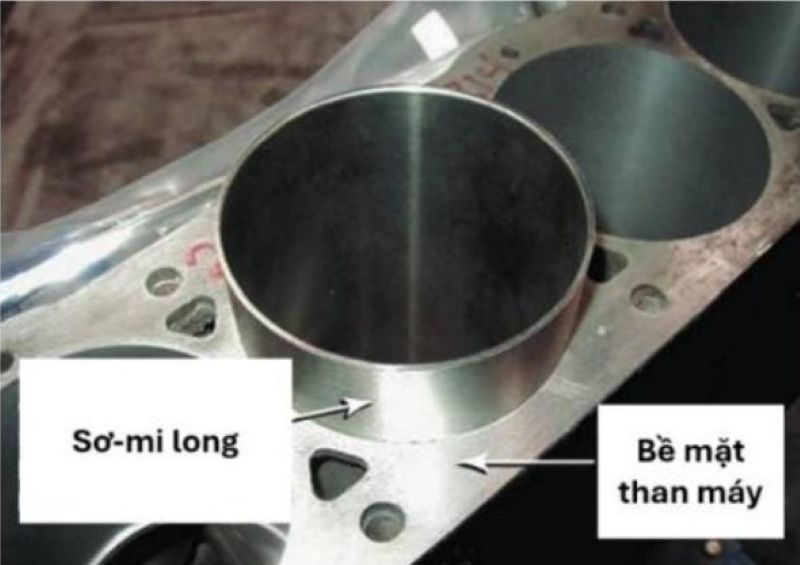
2.2 Ống lót xi-lanh (sơ-mi lòng)
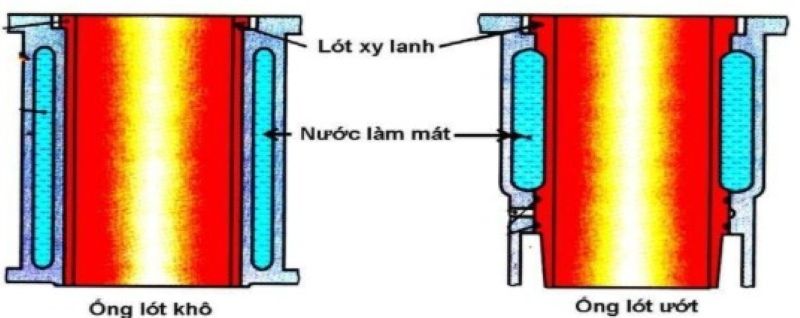
Động cơ xăng, xy lanh thường được chế tạo liền với thân máy. Ở động cơ Diesel thường dùng ống lót xy lanh. Ống lót xy lanh được chế tạo bằng thép cứng và được ép vào thân máy. Có hai loại ống lót xy lanh, đó là ống lót ướt và ống lót khô.
Ống lót khô không trực tiếp tiếp xúc với nước làm mát. Nó được ép chặt vào xy lanh.
Ống lót ướt được lắp tiếp xúc với nước làm mát. Loại này phải làm kín tốt để ngăn ngừa nước làm mát rò rỉ xuống hộp trục khuỷu. Ống lót ướt rất dễ dàng sửa chữa thay thế.
Ưu điểm của lớp lót ướt là khối lượng thấp hơn, giảm yêu cầu không gian và chất lỏng làm mát được làm nóng nhanh hơn từ khi bắt đầu lạnh, giúp giảm mức tiêu thụ nhiên liệu khởi động và cung cấp sưởi ấm cho cabin xe sớm hơn.
Cáckhối xi-lanh lót khôsử dụng vật liệu của khối hoặc một lớp lót rời được chèn vào khối để tạo thành cột trụ của thành xi-lanh . Ống bọc ngoài bổ sung được chèn vào bên trong, vẫn còn “khô” ở bên ngoài, được bao quanh bởi vật liệu của khối.
Đối với thiết kế lớp lót ướt hoặc khô, lớp lót (hoặc ống bọc ngoài) có thể được thay thế, có khả năng cho phép đại tu hoặc xây dựng lại mà không cần thay thế khối, mặc dù đây thường không phải là một lựa chọn sửa chữa có tính thực tế.
2.3 Đường dẫn chất làm mát trong xi lanh
Các xi lanh được bao quanh bởi các lối đi làm mát. Các đường làm mát xung quanh xi lanh này thường được gọi là áo làm mát. Trong hầu hết các thiết kế xi lanh, các đường dẫn làm mát kéo dài gần đến đáy xi lanh. Trong một số khối động cơ nơi khối kết thúc ở đường tâm của trục khuỷu, các đường làm mát được giới hạn ở phần trên của xi lanh.
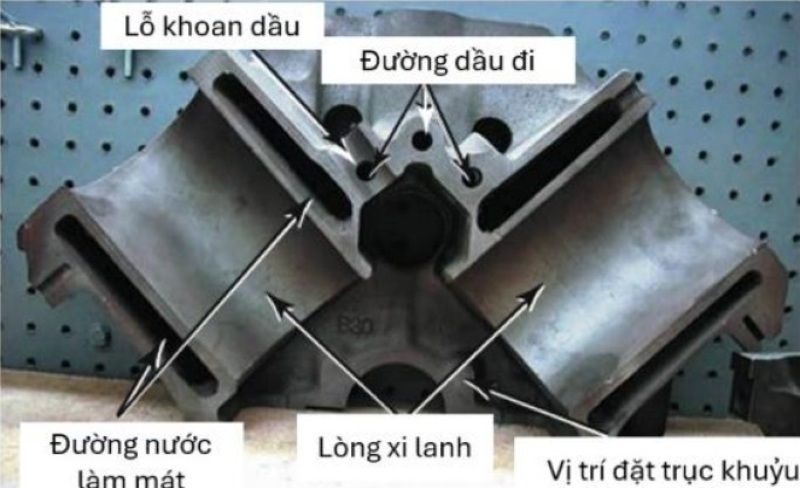
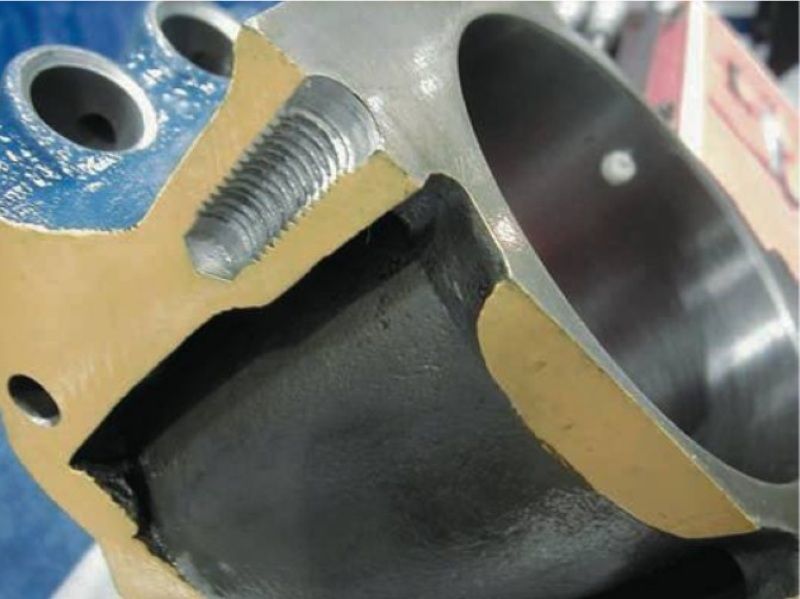
Một số động cơ được chế tạo với lỗ khoan xi lanh Xiêm, nơi các thành xi lanh được đúc với nhau mà không có áo nước (lối đi) được hai xi-lanh. Mặc dù thiết kế này cải thiện độ bền của khối và tăng thêm độ ổn định cho các lỗ xi lanh, nhưng nó có thể làm giảm sự làm mát xung quanh xi lanh. Là một kiểu cắt động cơ V-8 điển hình hiển thị áo khoác làm mát và một số lỗ bôi trơn.
2.4 Đường đi của dầu
Một khối động cơ có nhiều lỗ dầu mang dầu bôi trơn đến các vị trí cần thiết. Trong quá trình sản xuất, tất cả các lỗ dầu, được gọi là đường dầu đi, được khoan từ bên ngoài khối.
Khi cần một lối đi cong, các lỗ khoan thẳng giao nhau được sử dụng. Trong một số động cơ, phích cắm được đặt trong các lỗ dầu để hướng dầu đến một điểm khác trước khi nó quay trở lại lỗ ban đầu, ở phía đối diện của phích cắm.
Sau khi khoan các lỗ dầu, các đầu hở không cần thiết có thể được đóng bằng phích cắm ống, bóng thép hoặc phích cắm mềm kiểu cốc, thường được gọi là phích cắm phòng trưng bày dầu. Các phích cắm cuối này trong các đường dẫn dầu có thể là nguồn rò rỉ dầu trong động cơ đang hoạt động.
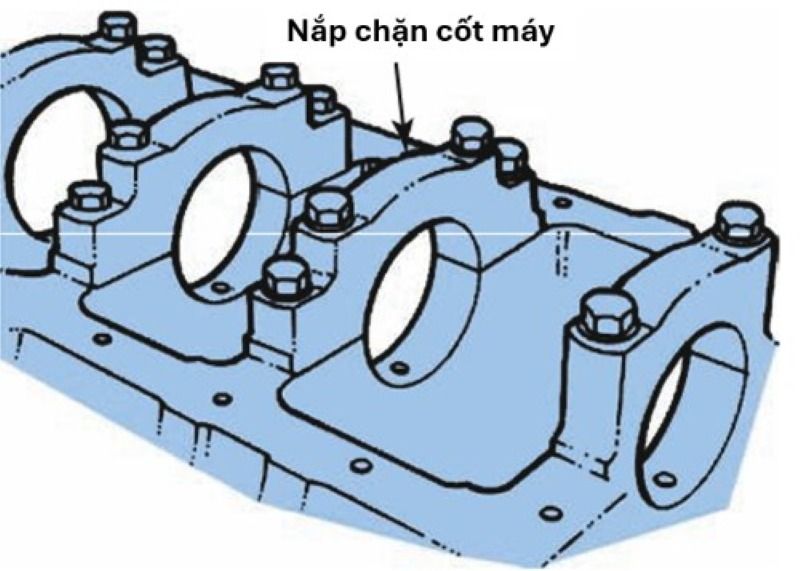
2.5 Nắp chặn cốt máy (ba dê cốt máy)
Các nắp ổ trục chính được đúc hoặc sản xuất từ vật liệu thiêu kết hoặc phôi, tách biệt với khối.
Chúng được gia công và sau đó lắp đặt trên khối để thực hiện hoạt động hoàn thiện lỗ khoan bu-long và lỗ khoán đường dầu cuối cùng.
Với nắp được lắp đặt, các lỗ ổ trục chính và lỗ ổ trục cam (trên động cơ OHV) được gia công theo kích thước và căn chỉnh chính xác. Trên một số động cơ, các lỗ khoan này được mài giũa để hoàn thiện rất tốt và kích thước chính xác.
Nắp ổ trục chính không thể hoán đổi cho nhau hoặc đảo ngược, vì chúng được hoàn thiện riêng tại chỗ, và khi xe hoạt động nó sẽ có độ mòn chi tiết khác nhau.
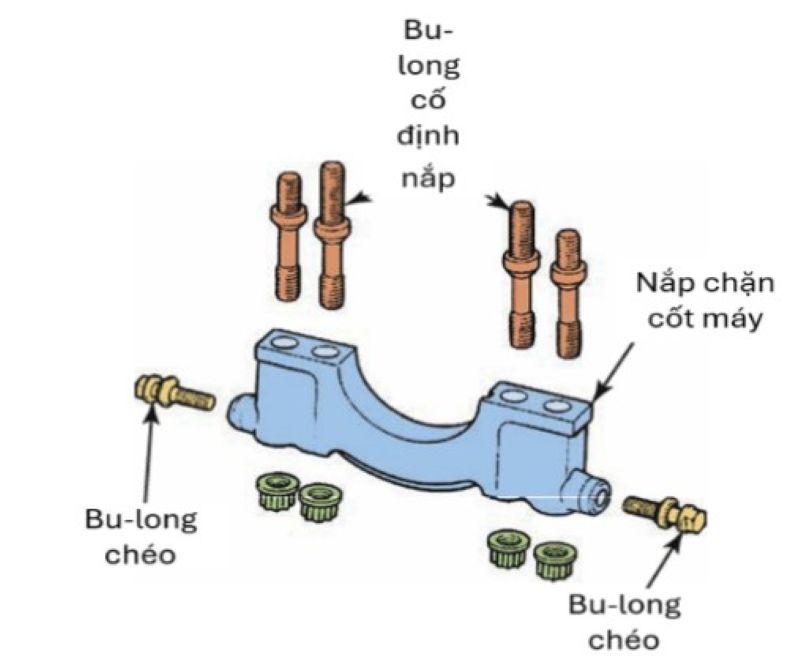
Nắp ổ trục chính có thể có số đúc cho biết vị trí của chúng trên khối. Nếu không, chúng nên được đánh dấu bằng số và mũi tên chỉ về phía trước động cơ. Động cơ sản xuất tiêu chuẩn thường sử dụng hai bu lông để giữ nắp ổ trục chính tại chỗ.
Đối với động cơ hạng nặng và hiệu suất cao thường sử dụng bu-lông hỗ trợ ổ trục chính bổ sung. Nắp chính bốn bu lông và thậm chí sáu bu lông có thể có thiết kế bắt vít chéo trong khối váy xi lanh sâu hoặc thiết kế song song trong khối váy xi lanh nông.

Lực giãn nở của khí buồng đốt sẽ cố gắng đẩy đầu ra khỏi đỉnh và trục khuỷu ra khỏi đáy khối. Động cơ được giữ cùng với các bu-lông đầu và bu-lông nắp ổ trục chính được vặn vào các trùm bu-lông và các đường gân trong khối. Các bu-lông phụ trên nắp ổ trục chính giúp đỡ trục khuỷu khi có áp suất đốt cháy và tải trọng cơ học cao, đặc biệt là khi vận hành tốc độ động cơ cao.
Một số động cơ tăng cường sức mạnh của nắp ổ trục chính bốn bu lông bằng cách sử dụng bu lông chéo thông qua bu lông ở hai bên của nắp ổ trục chính.
Đặc biệt là khi vận hành tốc độ động cơ cao. Nhiều động cơ sử dụng một vành đai buộc tất cả các nắp ổ trục chính với nhau để tăng thêm sức mạnh cho phần dưới của khối.
3. Căng chỉnh lỗ khoan ổ trục chính (ổ giữ cốt máy)
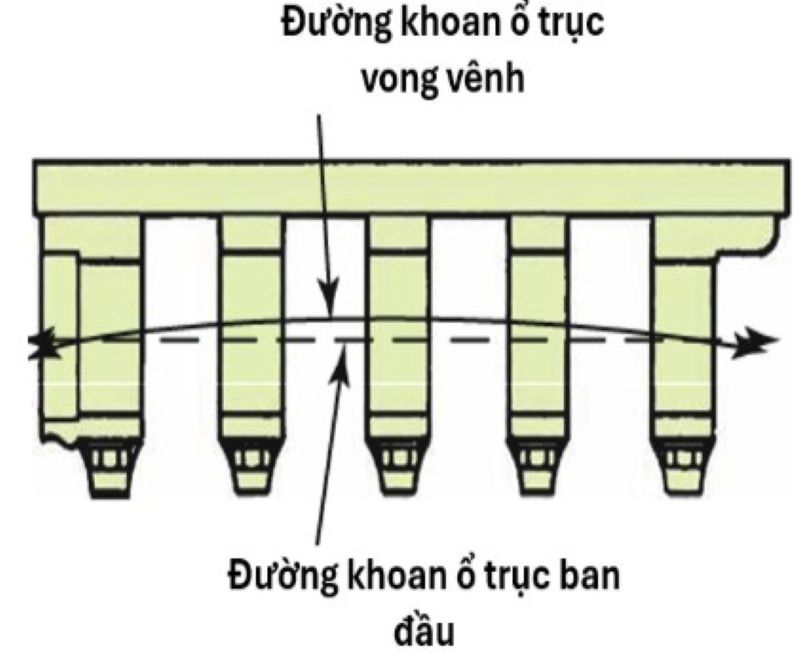
Để nói về ổ trục chính của trục khuỷu thẳng thẳng thẳng hàng. Nếu các lỗ khoan ổ trục chính trong khối không thẳng hàng, trục khuỷu sẽ bị cong khi quay, gây ra mài mòn các chi tiết cơ khí. Tình trạng này làm tăng ma sát quay của trục khuỷu và sẽ dẫn đến hỏng ổ trục sớm hoặc trục khuỷu bị gãy. Ứng suất ban đầu trong quá trình đúc khối được giảm dần khi khối được sử dụng.
Một số cong vênh nhẹ có thể xảy ra khi căng thẳng được giảm bớt. Ngoài ra, việc đập liên tục do quá trình đốt cháy thường sẽ gây ra một số giãn ở các nắp ổ trục chính.
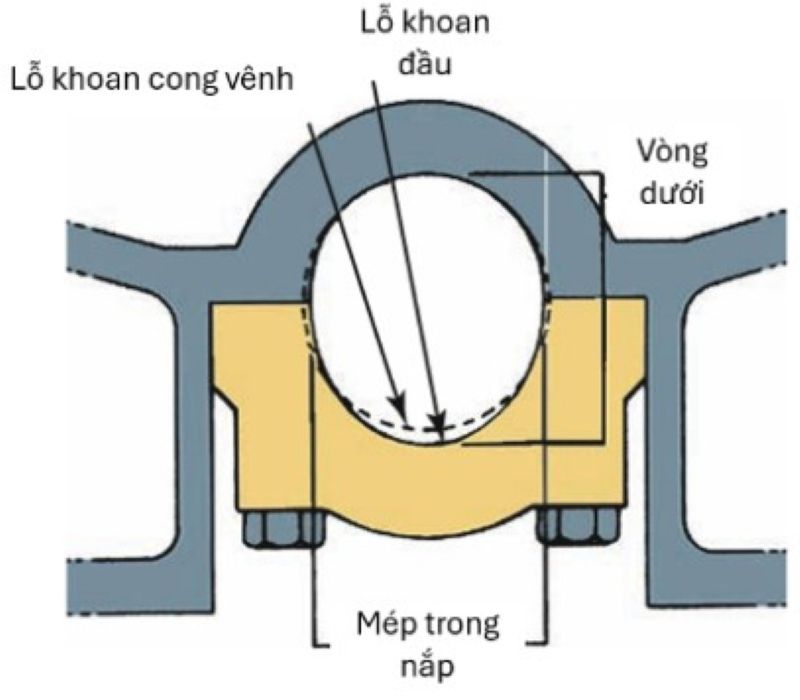
Các lỗ ổ trục chính dần cong lên trên và kéo dài theo phương thẳng đứng. Điều này có nghĩa là lỗ khoan trở nên nhỏ hơn ở đường tâm khi khối bị biến dạng, kẹp lỗ khoan vào trong ở hai bên.
Các lỗ chịu lực chính của khối cong vênh thường uốn cong thành hình cong. Độ méo lớn nhất là ở các lỗ khoan trung tâm.
4. Quy trình gia công
Bước 1:
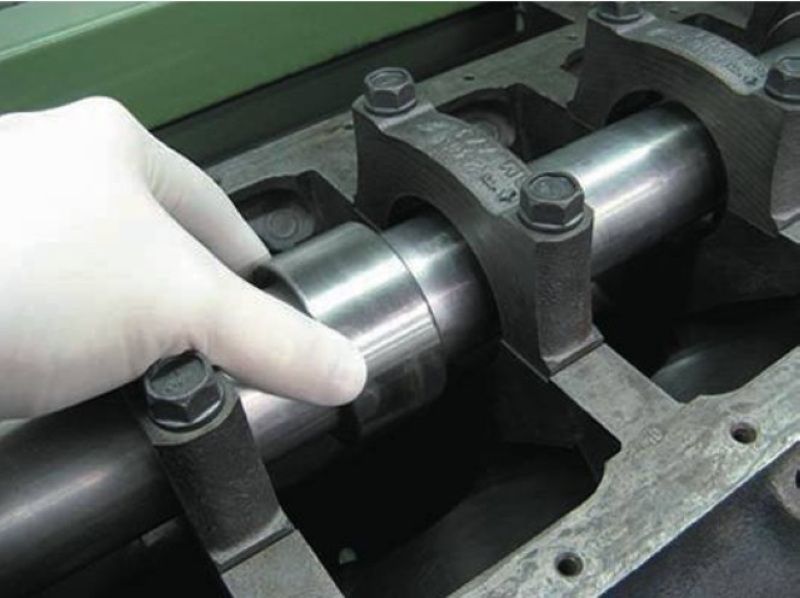
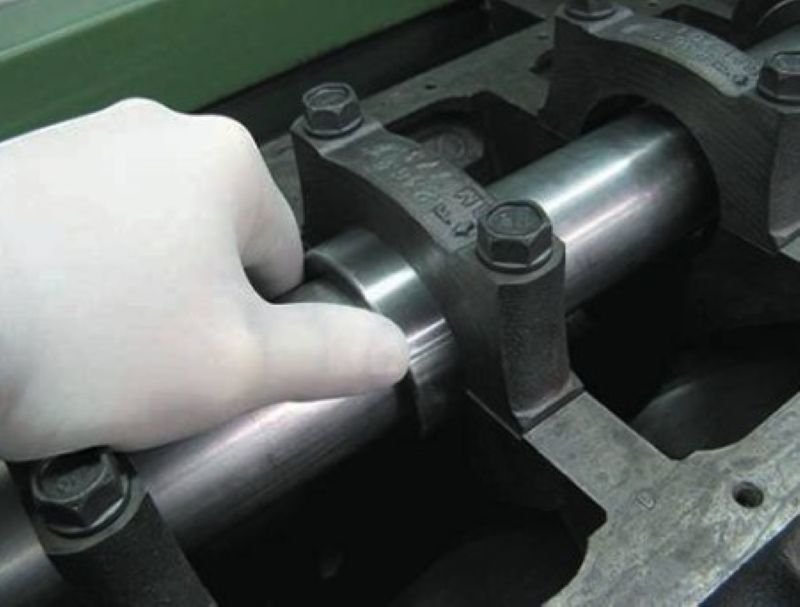
Bước đầu tiên trong việc xác định tình trạng của các lỗ khoan chính là xác định xem căn chỉnh lỗ khoan trong khối có thẳng hay không. Những lỗ khoan này được gọi là (yên ngựa). Một cạnh thẳng nối đất chính xác và một máy đo cảm giác được sử dụng để ngăn chặn lượng cong vênh. Lượng biến đổi dọc theo toàn bộ chiều dài của khối không được vượt quá 0,0015 in. (0,038 mm).
Bước 2:
Nếu lỗ khoan vượt quá một phần rưỡi nghìn độ méo inch, thì cần phải mài giũa căn chỉnh để khôi phục khối. Nếu lỗ khoan thẳng, cần đo các lỗ khoan để đảm bảo rằng các nắp ổ trục không bị méo.
Bước 3:
Các nắp ổ trục phải được lắp đặt và siết chặt các bu lông giữ đến mô-men xoắn quy định trước khi đo các lỗ khoan ổ trục chính. Sử dụng máy đo ống lồng, đo mỗi lỗ khoan theo ít nhất hai hướng. Kiểm tra thông tin dịch vụ cho đường kính lỗ khoan ổ trục chính được chỉ định. Lỗ khoan ổ trục không được thay đổi quá một nửa nghìn inch hoặc 0,0005 in (0,0127 mm).
Máy đo lỗ khoan quay số thường được sử dụng để đo lỗ khoan ổ trục chính. Thiết lập máy đo lỗ quay số trong thiết bị cố định với các phần mở rộng cần thiết để đạt được đường kính lỗ khoan ổ trục chính danh nghĩa. Kiểm tra thông tin dịch vụ để biết đường kính lỗ khoan chịu chính được chỉ định và xác định chính xác giữa phạm vi.
4.1 Gia công mặt thân máy

Một động cơ phải có cùng kích thước buồng đốt trong mỗi xi lanh với nhau. Để điều này xảy ra, mỗi pits-tông phải đi lên một khoảng cách bằng nhau so với sàn khối xi lanh. Các tay vênh được gắn vào ổ trục của trục khuỷu. Pít-tông được gắn vào các tay vênh. Khi trục khuỷu quay, các pít-tông sẽ lên đỉnh của hành trình.
Khi tất cả các bộ phận có kích thước bằng nhau, tất cả các pít-tông sẽ đạt đến cùng một mức. Điều này chỉ có thể xảy ra nếu sàn khối xi lanh song song với các lỗ khoan ổ trục chính. Do đó, độ phẳng của sàn khối xi lanh cần được kiểm tra.
Sàn khối xi lanh phải được tái tạo bề mặt trong một máy phay bề mặt có thể kiểm soát lượng kim loại được loại bỏ khi cần thiết của mặt thân máy để phù hợp với kích thước của buồng đốt. Quy trình này được gọi là sàn khối xi lanh ( phây mặt máy). Khối xi lanh được thiết lập cố định trên một thanh nằm trong chỗ đặt trục khuỷu.
Thanh song song với hướng chuyển động của đầu cắt. Khối xi lanh được san phẳng sang một bên, và sau đó mặt máy được tái tạo bề mặt theo cách tương tự như phần đầu được tái tạo bề mặt,cho thấy một sàn khối được tái tạo bằng cách mài.
4.2 Đo kiểm và hoàn thiện bề mặt máy
Độ hoàn thiện bề mặt của khối xi lanh phải là: 60 đến 100 Ra (65 đến 110 RMS) đối với gang 50 đến 60 Ra (55 đến 65 RMS) đối với khối xi lanh nhôm để đảm bảo bề mặt miếng gioăng qui-lát đầu thích hợp độ hoàn thiện bề mặt được xác định bởi loại đá mài được sử dụng, cũng như tốc độ và chất làm mát được sử dụng trong quá trình mài và hoàn thiện. Số bề mặt hoàn thiện càng cao thì bề mặt càng nhám.
4.3 Gia công lòng xi lanh
Các xi lanh phải được đo trên động cơ (vuông góc với trục khuỷu), nơi hiện tượng hao mòn lớn nhất. Nói cách khác, đo các lỗ khoan ở góc 90 độ so với chốt pít-tông. Hầu hết các hao mòn sẽ được tìm thấy ngay bên dưới đường gờ và ít hao mòn nhất sẽ xảy ra bên dưới hành trình vòng thấp nhất.
Xi lanh phải vuông góc với trục khuỷu để có tuổi thọ bình thường của ổ trục và pít-tông. Nếu sàn khối xi lanh đã được căn chỉnh với trục khuỷu, nó có thể được sử dụng để căn chỉnh các xi lanh. Thanh doa xi lanh di động được kẹp vào sàn khối xi lanh. Máy doa sản xuất hạng nặng hỗ trợ khối trên các lỗ khoan ổ trục chính. Nắp ổ trục chính phải được vặn tại chỗ khi xi lanh đang được khoan lại.
Trong doa chính xác, một tấm mô-men xoắn cũng được bắt vít vào thay cho đầu xi lanh trong khi doa xi lanh. Bằng cách này, sự biến dạng được giữ ở mức tối thiểu.
5. Quy trình chung được sử dụng để khoan xi lanh
Bước 1: Đặt thanh doa sao cho nó vuông góc với trục khuỷu. Nó phải được đặt trên tâm của xi lanh.
Bước 2: Tấm xi lanh được tìm thấy bằng cách lắp các chốt định tâm trong thanh.
Bước 3: Thanh được hạ xuống sao cho các chốt định tâm nằm gần đáy xi lanh, nơi ít bị mài mòn nhất. Điều này định vị thanh doa trên tâm inder xi lanh ban đầu. Khi thanh doa được căn giữa, máy doa được kẹp vào vị trí để giữ nó một cách an toàn. Điều này sẽ cho phép xi lanh được khoan lại trên đường tâm ban đầu, bất kể mức độ mài mòn của xi lanh.
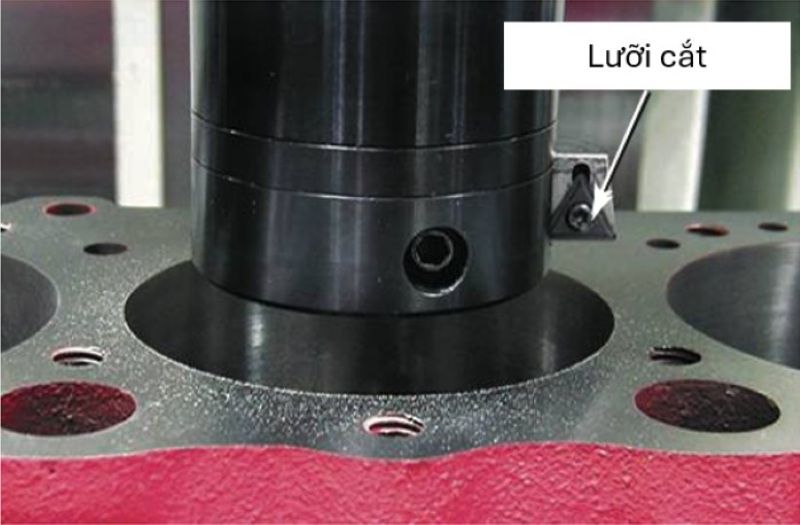
Bước 4: Một lưỡi cắt sắc bén, được mài đúng cách được lắp đặt và lắp đặt theo kích thước mong muốn. Các vết cắt thô loại bỏ rất nhiều kim loại trên mỗi lần đi qua dụng cụ cắt. Cắt thô được theo sau bởi một đường cắt mịn tạo ra kết thúc mịn và chính xác hơn nhiều. Các mũi công cụ có hình dạng khác nhau được sử dụng để khoan thô và hoàn thiện.
Bước 5: Vết cắt cuối cùng được thực hiện để tạo ra đường kính ít nhất là 0,002 in. (0,05 mm) nhỏ hơn đường kính yêu cầu.
Làm sạch khối xi lanh

Sau khi các xi lanh đã được mài giũa và trước khi khối được làm sạch, hãy sử dụng dụng cụ mài hình nón giấy nhám để vát mép trên của xi lanh. Làm sạch thành xi lanh được mài giũa là một phần quan trọng của quá trình mài giũa. Nếu bất kỳ hạt sạn nào vẫn còn trên xi lanh nó sẽ nhanh chóng làm mòn các sơ-mi long và các chi tiết cơ khí khác.
Sự mài mòn này sẽ gây ra lỗi trước công việc sửa chữa. Quy trình tẩy dầu mỡ và khử cacbon sẽ chỉ loại bỏ dầu mài giũa chứ không loại bỏ chất mài mòn. Cách tốt nhất để làm sạch các xi lanh đã mài là chà thành xi lanh bằng bàn chải bằng hỗn hợp xà phòng hoặc chất tẩy rửa và nước. Khối xi lanh được chà cho đến khi nó hoàn toàn sạch sẽ.
Điều này có thể được xác định bằng cách lau thành xi lanh bằng vải sạch không xơ. Vải sẽ không bám đất khi thành xi lanh sạch sẽ. Đảm bảo rằng các xi lanh được làm khô càng sớm càng tốt để tránh hình thành rỉ sét.
Tất cả các đường dầu nên được làm sạch bằng cách thổi gió hoặc dùng bàn chải nhỏ để làm sạch các lỗ dầu.
Tất cả các lỗ trên khối xi lanh phải loại bỏ các cạnh sắc ở trên cùng của các lỗ (vát mép) và làm sạch bằng kích thước chính xác của bộ đuổi ren để loại bỏ bụi bẩn và gờ.
Phủ dầu sương mù lên khối mới được làm sạch để tránh rỉ sét. Đậy khối bằng túi nhựa lớn để tránh bụi bẩn cho đến khi lắp ráp động cơ.
Trên đây là toàn bộ thông tin về kết cấu thân động cơ đốt trongmà trung tâmVATCgửi đến bạn. Hy vọng bạn đã có thêm cho mình kiến thức hay trong ngày.
Nếu bạn có đang đam mê hoặc muốn tìm hiểu về các khóa học trong ngành ô tô thì liên hệ ngay với trung tâm VATC theo thông tin dưới đây để được tư vấn chi tiết nhất nhé!
Trung Tâm Huấn Luyện Kỹ Thuật Ô Tô Việt Nam – VATC
- Địa chỉ:Số 4-6, Đường số 4, Phường Hiệp Bình Phước, Thành Phố Thủ Đức, Thành phố Hồ Chí Minh
- Điện thoại:0945711717
- Email:info@oto.edu.vn
Xem thêm:
Hoặc để lại thông tin qua form dưới đây, bộ phận tuyển sinh tại VATC sẽ liên hệ để tư vấn miễn phí cho bạn!


