
Bạc xéc măng và khe hở dầu đóng vai trò quan trọng trong việc đảm bảo khả năng làm kín buồng đốt và bôi trơn động cơ. Việc kiểm tra bạc xéc măng và khe hở dầu đúng cách giúp phát hiện sớm các dấu hiệu mòn, ngăn ngừa hao dầu và duy trì hiệu suất vận hành ổn định.
1. Nguyên nhân chính gây hư hỏng trục khuỷu
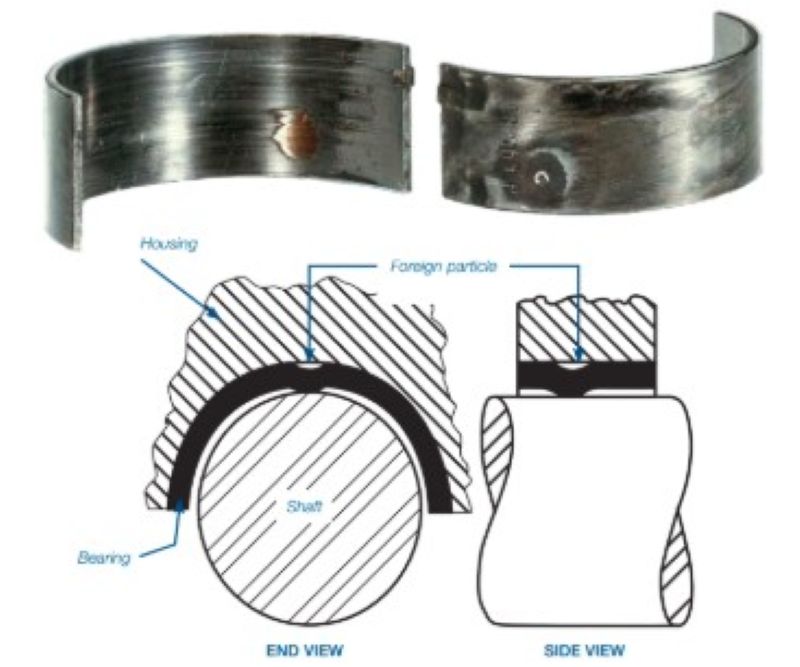
1.1 Bề ngoài
Các hạt bụi lạ được nhúng vào lớp lót của ổ trục. Các vết trầy xước cũng có thể được nhìn thấy trên bề mặt trục khuỷu.
1.2 Các tác động gây hư hại
- Bụi, bụi bẩn, chất mài mòn và / hoặc các hạt kim loại, có trong nguồn cung cấp dầu, nhúng vào lớp lót ổ trục babbitt mềm, dịch chuyển kim loại và tạo ra một điểm cao.
- Điểm cao có thể đủ lớn để tiếp xúc với tạp chí gây ra hành động cọ xát có thể dẫn đến sự cố và vỡ lớp lót ổ trục.
- Các hạt lạ chỉ có thể nhúng một phần và phần nhô ra có thể tiếp xúc với tạp chí và gây ra hành động bánh mài.
1.3 Các nguyên nhân có thể xảy ra
- Vệ sinh động cơ và / hoặc các bộ phận không đúng cách trước khi lắp ráp.
- Đất đường và cát xâm nhập vào động cơ thông qua đường ống hút gió hoặc lọc không khí bị lỗi.
- Sự hao mòn của các bộ phận động cơ khác, dẫn đến các mảnh nhỏ của các bộ phận này xâm nhập vào nguồn cung cấp dầu của động cơ.
- Bộ lọc dầu bị bỏ quên và / hoặc thay thế bộ lọc không khí.
1.4 Cách khắc phục
- Kiểm tra bề mặt bạc lót và mài lại nếu phát hiện hao mòn quá mức.
- Lắp đặt vòng bi mới, tuân theo quy trình vệ sinh thích hợp.
- Đề nghị người vận hành thay thế dầu, bộ lọc gió, bộ lọc dầu và bộ lọc khí trục khuỷu theo khuyến nghị của nhà sản xuất.

2. Các hạt bụi trên bạc lót
2.1 Bề ngoài
- Một khu vực hao mòn cục bộ có thể được nhìn thấy trên bề mặt ổ trục.
- Ngoài ra, bằng chứng về các hạt lạ có thể được nhìn thấy trên lưng ổ trục hoặc vỏ ổ trục ngay phía sau khu vực mài mòn bề mặt
2.2 Các vấn đề
- Các hạt lạ giữa ổ trục và vỏ của nó ngăn không cho toàn bộ khu vực của ổ trục tiếp xúc với đế vỏ.
- Do đó, sự truyền nhiệt ra khỏi bề mặt ổ trục không đồng đều gây ra sự nóng lên cục bộ của bề mặt ổ trục làm giảm tuổi thọ của ổ trục.
- Ngoài ra, sự phân bố tải không đồng đều gây ra diện tích áp suất cao bất thường trên bề mặt ổ trục, làm tăng độ mòn cục bộ trên vật liệu này.
2.3 Các nguyên nhân có thể xảy ra
- Bụi bẩn, chất mài mòn bụi và / hoặc các hạt kim loại có trong động cơ tại thời điểm lắp ráp hoặc được tạo ra bởi thao tác loại bỏ burr có thể bị mắc kẹt giữa lưng ổ trục và vỏ ổ trục trong quá trình vận hành động cơ.
2.4 Cách khắc phục
- Kiểm tra bề mặt tạp chí và mài lại nếu phát hiện hao mòn quá mức.
- Lắp đặt vòng bi mới theo quy trình làm sạch và tháo gờ thích hợp.
2.5 Các lưu ý khi lắp ráp
- Vòng bi động cơ sẽ không hoạt động bình thường nếu chúng được lắp đặt không chính xác.
- Trong nhiều trường hợp, lắp ráp sai sẽ dẫn đến hỏng ổ trục sớm. Sau đây là các lỗi lắp ráp điển hình thường gặp nhất trong quá trình lắp đặt vòng bi động cơ.



3. Khe hở dầu
Cần bao nhiêu khe hở cho vòng bi thanh, vòng bi chính hoặc trục cam của mình? Đây là một trong những câu hỏi thường gặp nhất.
- Thật không may, không có một câu trả lời đơn giản phù hợp với mọi trường hợp. Ứng dụng động cơ, lựa chọn chất bôi trơn và điều kiện vận hành sẽ quyết định các mức độ giải phóng mặt bằng khác nhau.
- Điều này không có nghĩa là chúng ta không thể khái quát hóa ít nhất một điểm khởi đầu.
- Đầu tiên, hãy xác định cách thức và nơi cần đo giải phóng mặt bằng. Thanh nửa vỏ và vòng bi chính không có tường đồng nhất.
- Tường dày nhất ở 90 độ từ phần tách và giảm một lượng quy định đối với mỗi đường chia tay, tùy thuộc vào ứng dụng dự định của vòng bi.
- Sự sụt giảm này được gọi là “Lập dị”. Ngoài ra, có một cứu trợ ở các dòng chia tay.
- Độ lệch tâm được sử dụng để điều chỉnh vỏ ổ trục cho phù hợp với phần cứng giao phối của nó và cung cấp độ lệch phần cứng khi hoạt động.
- Độ lệch tâm cũng giúp thúc đẩy sự hình thành màng dầu bằng cách cung cấp hình dạng nêm trong không gian giải phóng mặt bằng.
Sự nhẹ nhõm ở mỗi đường chia tay đảm bảo rằng sẽ không có một bước ở đường phân chia do dịch chuyển nắp ổ trục hoặc giao phối của vỏ ổ trục hơi khác nhau về độ dày trong giới hạn dung sai cho phép.
- Vì những lý do này, khe hở ổ trục được chỉ định là “khe hở thẳng đứng” và phải được đo ở 90 độ so với đường phân chia.
- Phương pháp đo tốt nhất là sử dụng thiết bị đo lỗ khoan quay số đo đường kính trong ổ trục khi vòng bi được lắp đặt ở mô-men xoắn quy định mà không có trục tại chỗ.
- Các phép đo phải được thực hiện ở phía trước, trung tâm và phía sau của mỗi vị trí ổ trục.
Một phương pháp phổ biến khác để kiểm tra giải phóng mặt bằng là thông qua việc sử dụng Plastigage
Đối với hầu hết các ứng dụng, .00075 đến .0010 “(ba phần tư đến một phần nghìn inch) khe hở trên mỗi inch đường kính trục là điểm khởi đầu hợp lý.
- Ví dụ, đường kính trục 2.000 “sẽ yêu cầu khe hở ổ trục .0015 đến .0020”. (.00075 x 2.000″ = .0015″ và .0010 x 2.000″ = .0020″) Sử dụng công thức này sẽ cung cấp một điểm khởi đầu an toàn cho hầu hết các ứng dụng. Đối với động cơ hiệu suất cao, khuyến nghị thêm .0005 “vào giá trị tối đa được xác định bởi tính toán trên. Khuyến nghị cho trục 2.000 “của chúng tôi sẽ là .0025” giải phóng mặt bằng.

Trên đây là toàn bộ thông tin chi tiết về cách kiểm tra bạc xéc măng và khe hở dầu. Hy vọng bạn đã có thêm cho mình kiến thức thú vị trong ngày.
Nếu bạn có đang đam mê hoặc muốn tìm hiểu về các khóa học trong ngành ô tô thì liên hệ ngay với trung tâm VATC theo thông tin dưới đây để được tư vấn chi tiết nhất nhé!
Trung Tâm Huấn Luyện Kỹ Thuật Ô Tô Việt Nam – VATC
- Địa chỉ: Số 4-6, Đường số 4, Phường Hiệp Bình Phước, Thành Phố Thủ Đức, Thành phố Hồ Chí Minh
- Điện thoại: 0945711717
- Email: info@oto.edu.vn
Xem thêm:


